




Foundry
Foundry industry why to use "Xin carbon" carburant
The casting industry uses carburant, as the name suggests, the main purpose is to increase carbon, due to smelting time, overheating time is too long and other factors, will make the carbon consumption in the liquid iron is too large, resulting in the decrease of carbon content in the liquid iron, affecting product quality. With the advancement of the three-year environmental protection action plan, many cast steel and cast iron enterprises use electric furnaces and medium frequency furnaces to replace cupola furnaces. Correspondingly, the "scrap steel carburizer" process has replaced the pig iron process more, resulting in reduced or no pig iron use. From the cost point of view, the choice of "Xin carbon" carburant is of great help to the quality and economic benefits of castings. In addition, the research shows that the use of carbonaceous carburizing agent and without carburizing process by different proportioning ratios, under the same final content of iron liquefaction composition, the nitrogen content in cast iron treated by carburizing increases, and the boron nitride formed by nitrogen can be used as the substrate of graphite crystal core, creating good nucleation growth conditions for graphite. Thereby improving the quality of castings.
What is the difference between "Xin carbon" carburant
As a high-end customer material in the foundry industry, "Xin carbon" carburant has the excellent characteristics of high C content, good absorption rate and high quality, which stems from the processing technology characteristics of the material itself and the material properties after processing.
First of all, look at the characteristics of material processing technology, "Xin carbon" carburant graphitization uses vertical high temperature graphitization, as shown in the following figure:
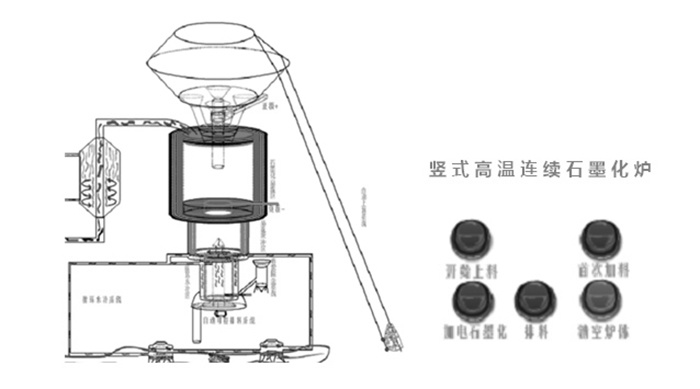
This processing technology has the following advantages: 1) the design of the oval funnel in the high temperature zone makes the raw materials pass through the high temperature zone evenly, so that the stability and consistency of the quality are guaranteed; 2) the whole graphitization production process is carried out in a closed environment, avoiding the mixing of other impurities, which is in contrast with the traditional Acheson furnace.
This process makes the "Xin carbon" carburant C content can be stable to more than 99%.
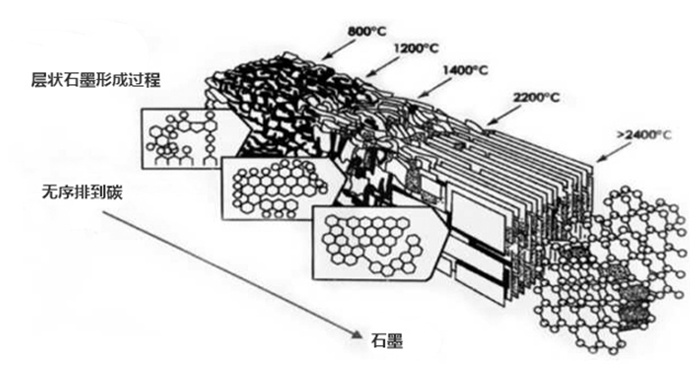
Secondly, looking at the morphological properties of the material, "Xin carbon" carburant is graphitized at a closed high temperature, which not only reduces impurities such as sulfur, gas (nitrogen, hydrogen, oxygen), ash, volatile matter, water, etc., but also improves its purity. At the same time, it also makes the carbon atoms change from the original disordered arrangement to an orderly layered arrangement. Therefore, in the casting process, "Xin carbon" carburant is added, so that carbon atoms can be rapidly melted in molten iron, and adsorbed on the nucleation core produced by inoculation under the strong nucleation driving force during the solidification of molten iron to grow into graphite. The qualitative changes of product form are as follows:
The method of carbon increase of "Xin carbon" in the foundry industry.
Under normal circumstances, carburizer is put into the furnace with scrap steel and other furnace materials. Small doses of carburizer can be added to the surface of molten iron or can be added quantitatively in batches (note: avoid feeding into molten iron in large quantities to prevent excessive oxidation from causing insignificant carburization effect and serious damage to castings). In practice, according to the casting type, the size of the furnace and the temperature in the furnace to determine the method of using "Xin carbon" carburant, there are generally the following methods of increasing carbon:
3.1) Furnace input method:
"Xin carbon" carburant is suitable for smelting in induction furnaces, but the specific use is not the same according to the process requirements. When carburizing agent is used in medium frequency electric furnace smelting, it can be added to the lower part of the electric furnace with the material according to the ratio or carbon equivalent requirements, and the recovery rate can reach more than 95%. If the carbon content is insufficient to adjust the carbon fraction, the slag in the furnace is cleaned first, and the carburizing agent is added. The carbon is dissolved and absorbed by iron liquid heating, electromagnetic stirring or manual stirring. The recovery rate can be about 90%, when the molten iron temperature is low, all the carburizing agent is added to the molten iron at one time, and at the same time, it is pressed into the molten iron with solid furnace charge to prevent it from exposing the surface of the molten iron. This method can increase the carbon of iron liquid by more than 1.0%.
3.2) Spray "Xin Carbon" powder carburizer in the package:
The "Xin carbon" powder carburant (generally 0.2-1MM) is selected with a blowing amount of 40 kg/t, which is expected to increase the carbon content of molten iron from 2% to 3%. With the gradual increase of carbon content in molten iron, the carbon utilization rate decreases, and the temperature of molten iron before carbonization is 1600 ℃, and the average temperature after carbonization is 1299 ℃. Spray "Xin carbon" powder carburant, generally using nitrogen as a carrier, but under industrial production conditions, it is more convenient to use compressed air, and oxygen combustion in compressed air produces CO, chemical reaction heat can compensate for part of the temperature drop, and CO reduction atmosphere is conducive to improving the carburization effect.
3.3) Use carburant during iron discharge
The 100-300 mesh "Xin carbon" carburant can be put into the bag, or flushed from the iron outlet with the flow, and fully stirred after the molten iron is discharged, so as to dissolve and absorb the carbon as much as possible, and the carbon recovery rate is about 50%.
Recommend Application Products

undefined
Professional new material supplier


TOP